-
 安徽貿易泵配件批發廠家
安徽貿易泵配件批發廠家止回閥瓣是防止泵出口流體倒流的關鍵部件,雷格樂為企業提供止回閥瓣 “材料選擇 + 精密加工” 服務,主詞聚焦 “材料適配 + 密封精度 + 啟閉效率”。其根據流體壓力(低壓≤1MPa、高壓>1MPa)選擇材料:低壓場景選用 304 不銹鋼(防銹性好);高壓場景選用 40Cr 合金結構鋼(調質后硬度 HB240-280);衛生級場景選用 316L 不銹鋼(拋光后 Ra≤0.4μm,符合衛生標準)。加工環節通過數控車床完成閥瓣密封面、導向桿、彈簧安裝位的加工:密封面平面度≤0.003mm,粗糙度 Ra≤0.02μm,與閥座的貼合度≥99%,倒流泄漏量控制在 0.005L/h 以內;導向桿精度 IT...
-
 湖北常見泵配件市場報價
湖北常見泵配件市場報價非金屬葉輪針對特殊場景,雷格樂聚焦 “環保生產 + 質量管控”,主詞聚焦 “生產注意事項 + 環保要求 + 裝配使用”。材料選擇加工:強腐蝕場景選用 PTFE(需控制模壓溫度 370-380℃,壓力 30-35MPa,避免收縮不均),衛生級場景選用 PPH(擠出溫度 180-200℃,注塑速度 50-60mm/s),高溫場景選用 PEEK(燒結溫度 380-400℃,保溫時間 2-3 小時)。生產制造注意事項:CNC 加工時切削速度(PTFE 50-60m/min,PEEK 80-100m/min),避免材料融化粘連刀具;葉片曲面精度 ±0.01mm,表面粗糙度 Ra≤0.8μm,無毛刺(符合...
-
 上海本地泵配件服務電話
上海本地泵配件服務電話止回閥瓣是防止泵出口流體倒流的關鍵部件,雷格樂為企業提供止回閥瓣 “材料選擇 + 精密加工” 服務,主詞聚焦 “材料適配 + 密封精度 + 啟閉效率”。其根據流體壓力(低壓≤1MPa、高壓>1MPa)選擇材料:低壓場景選用 304 不銹鋼(防銹性好);高壓場景選用 40Cr 合金結構鋼(調質后硬度 HB240-280);衛生級場景選用 316L 不銹鋼(拋光后 Ra≤0.4μm,符合衛生標準)。加工環節通過數控車床完成閥瓣密封面、導向桿、彈簧安裝位的加工:密封面平面度≤0.003mm,粗糙度 Ra≤0.02μm,與閥座的貼合度≥99%,倒流泄漏量控制在 0.005L/h 以內;導向桿精度 IT...
-
山東常見泵配件批發價
填料函作為密封輔助部件,雷格樂聚焦 “環保生產 + 裝配密封”,主詞聚焦 “生產注意事項 + 環保要求 + 質量控制”。材料選擇加工:常溫場景選用 PA66+30% 玻纖(注塑溫度 250-260℃,模具溫度 80-100℃,避免翹曲),高溫場景選用 PEEK(切削速度 80-100m/min,避免熱變形),腐蝕場景選用 PTFE(模壓壓力 30-35MPa,保壓時間 5-10 分鐘)。生產制造注意事項:填料腔加工公差 ±0.01mm,水封孔位置度≤0.008mm;壓蓋配合面平面度≤0.005mm,粗糙度 Ra≤0.8μm。裝配注意事項:填料安裝需分層壓實(每層壓縮量 10%-15%),水封孔...
-
河南智能泵配件批發價
聯軸器是連接泵軸與電機軸的動力傳遞部件,雷格樂為企業提供聯軸器異型金屬零件加工服務,主詞聚焦 “異型金屬 + 動平衡精度 + 動力傳遞效率”。其根據傳遞扭矩(小扭矩≤500N?m、大扭矩>500N?m)選擇材料:小扭矩選用 45# 碳素鋼(調質處理);大扭矩選用 40Cr 合金結構鋼(抗拉強度≥980MPa);腐蝕環境選用 316L 不銹鋼(耐腐蝕性強)。加工環節通過德國通快 TRUMPF 激光切割機完成異型法蘭切割(精度 ±0.01mm),再通過五軸車銑復合中心加工軸孔、鍵槽:軸孔精度 IT6 級(φ35mm 公差 ±0.012mm),鍵槽深度公差 ±0.008mm,端面垂直度≤0.005m...
-
 江西貿易泵配件聯系方式
江西貿易泵配件聯系方式填料函作為密封輔助部件,雷格樂聚焦 “環保生產 + 裝配密封”,主詞聚焦 “生產注意事項 + 環保要求 + 質量控制”。材料選擇加工:常溫場景選用 PA66+30% 玻纖(注塑溫度 250-260℃,模具溫度 80-100℃,避免翹曲),高溫場景選用 PEEK(切削速度 80-100m/min,避免熱變形),腐蝕場景選用 PTFE(模壓壓力 30-35MPa,保壓時間 5-10 分鐘)。生產制造注意事項:填料腔加工公差 ±0.01mm,水封孔位置度≤0.008mm;壓蓋配合面平面度≤0.005mm,粗糙度 Ra≤0.8μm。裝配注意事項:填料安裝需分層壓實(每層壓縮量 10%-15%),水封孔...
-
江西本地泵配件出廠價格
裝配注意事項:與泵軸配合孔公差需控制在 IT5 級(φ30mm±0.008mm),裝配時涂抹防銹油脂(符合 GB/T 4879 標準),避免配合面銹蝕;使用中需定期檢查葉輪平衡(每運行 6 個月檢測 1 次)。質量控制關鍵點:每批次抽樣 10% 檢測動平衡(G2.5 級,3000rpm 剩余不平衡量≤5g?mm)、葉片厚度(公差 ±0.1mm),出廠前需進行水力性能測試(揚程偏差≤±2%,效率≥90%)。安全與環保要求:不銹鋼材料需符合 RoHS 標準(鉛、鎘含量≤100ppm),鑄造車間配備粉塵收集系統(收集效率≥95%),金屬碎屑回收率≥98%。該管控體系已應用于某市政水廠離心泵,葉輪合格...
-
安徽常見泵配件批發價
耐磨環是保護泵體與葉輪口環的易損件,雷格樂為企業提供耐磨環 “材料選擇 + 精密加工” 服務,主詞聚焦 “材料耐磨性 + 精密加工 + 壽命延長”。其根據介質含固量(低含固量≤1%、高含固量>1%)選擇材料:低含固量場景選用高鉻鑄鐵(Cr26,硬度 HRC60-65,耐磨性好);高含固量場景選用陶瓷(氧化鋁,硬度 HRA85,耐沖擊);輕負荷場景選用錫青銅(QSn6.5-0.1,摩擦系數低)。加工環節通過岡本 OKAMOTO PSG-63DX 無心磨床完成耐磨環外圓磨削:外圓精度 IT5 級(φ50mm 公差 ±0.008mm),圓度≤0.002mm,表面粗糙度 Ra≤0.05μm,與泵體的配...
-
上海新型泵配件市場報價
減震墊作為降噪部件,雷格樂聚焦 “生產彈性 + 安全環保”,主詞聚焦 “生產注意事項 + 安全要求 + 質量控制”。材料選擇加工:小型泵選用 EPDM 橡膠(邵氏硬度 50±5A,硫化溫度 150-160℃),中型泵選用橡膠 + 金屬骨架(骨架厚度公差 ±0.01mm,粘接強度≥5N/mm),大型泵選用聚氨酯(PU,抗壓強度≥20MPa,發泡密度 0.8-1.0g/cm3)。生產制造注意事項:CNC 加工安裝孔公差 ±0.01mm,減震凸臺高度公差 ±0.008mm;表面無氣泡(直徑≤0.3mm),避免影響減震效果。裝配注意事項:與泵底座配合時水平度≤0.1mm/m,螺栓緊固力矩(M10 螺栓...
-
安徽質量泵配件服務電話
雷格樂在材料選擇加工:按“部件功能需求”差異化表述耐磨類部件(如耐磨環):重點寫“高鉻鑄鐵/陶瓷的硬度參數(HRC60-65/HRA85)、磨削精度(IT5級)”;密封類部件(如O型圈):重點寫“橡膠材質的耐溫(-40℃至200℃)、硫化工藝(溫度160-170℃)”;支撐類部件(如軸承座):重點寫“鑄鐵/鑄鋼的抗拉強度(≥300MPa)、熱處理工藝(正火920-940℃)”;相同維度下,通過“材質類型+重要參數+工藝細節”的差異,實現內容區分。裝配使用注意事項:按“部件裝配場景”差異化表述精密配合部件(如泵軸與軸承):重點寫“配合間隙(0.01-0.015mm)、熱裝工藝(200-220℃)...
-
 河南新型泵配件批發廠家
河南新型泵配件批發廠家泵軸作為動力傳遞重要,雷格樂圍繞其 “裝配適配 + 質量檢測” 構建全流程管控,主詞聚焦 “裝配注意事項 + 質量控制 + 安全環保”。材料選擇加工:低壓場景選用 45# 碳素鋼(調質硬度 HB220-250,需控制淬火溫度 840-860℃),高壓場景選用 42CrMo 合金鋼(滲氮層深度 0.15-0.2mm,避免滲氮過度導致脆性)。生產制造注意事項:車削時主軸轉速控制在 1200-1500rpm,軸頸表面粗糙度 Ra≤0.4μm,鍵槽加工需保證對稱度(≤0.01mm),防止裝配時應力集中。需要了解關于需根據泵配件生產-泵類型(離心泵/多級泵等)和介質特性選配!河南新型泵配件批發廠家葉輪螺...
-
上海智能泵配件服務電話
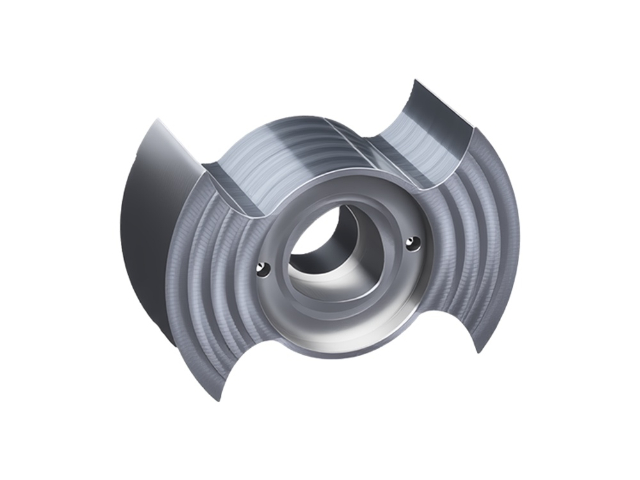
吸液室是引導流體進入葉輪的關鍵異型部件,雷格樂為企業提供吸液室異型金屬零件 CNC 銑削服務,主詞聚焦 “異型金屬 + 水力優化 + 高效節能”。其根據泵的吸入方式(水平吸入、垂直吸入)選擇材料:臥式泵吸液室選用 QT450-10 球墨鑄鐵;立式泵吸液室選用 304 不銹鋼(輕量化);大流量泵吸液室選用 Q345R 鋼板(焊接成型)。加工環節通過五軸 CNC 銑削中心完成吸液室流道、吸入法蘭、定位孔的加工:流道表面粗糙度 Ra≤1.6μm,通過 CFD 仿真優化流道擴張角(控制在 12°-15°),減少流體沖擊損失,吸入效率提升至 95%;吸入法蘭平面度≤0.01mm,螺栓孔位置度≤0.01m...
-
湖南常見泵配件聯系方式
軸承座作為支撐部件,雷格樂強化其 “質量檢測 + 安全生產” 管控,主詞聚焦 “質量控制 + 安全要求 + 裝配注意事項”。材料選擇加工:常溫場景選用 HT300 灰鑄鐵(抗拉強度≥300MPa,需控制孕育劑加入量 0.3%-0.5%),高溫場景選用 ZG270-500 鑄鋼(正火溫度 920-940℃,回火溫度 600-620℃),腐蝕場景選用 304 不銹鋼(固溶處理溫度 1050-1100℃,確保耐腐蝕性)。生產制造注意事項:內孔加工采用無心磨床(磨削精度 IT4 級,φ60mm±0.002mm),圓度≤0.001mm;散熱筋銑削需保證厚度公差(±0.1mm),避免影響散熱效率。裝配注意...
-
廣東哪里有泵配件批發價
O 型圈作為密封元件,雷格樂聚焦 “環保生產 + 質量密封”,主詞聚焦 “生產注意事項 + 環保要求 + 質量控制”。材料選擇加工:常溫場景選用丁腈橡膠(NBR,邵氏硬度 70±5A,硫化溫度 160-170℃),高溫場景選用氟橡膠(FKM,硫化時間 15-20 分鐘),衛生級場景選用硅橡膠(VMQ,無毒無味,符合 GB 4806 標準)。生產制造注意事項:激光切割精度(內徑 ±0.01mm,截面直徑 ±0.005mm),無毛刺;異形 O 型圈需定制切割路徑,避免尺寸偏差。裝配注意事項:壓縮量控制在 20%-30%,裝配時需涂抹硅基潤滑劑(符合環保要求);使用中需避免與強溶劑接觸,防止老化。質...
-
福建附近泵配件大概價格多少
止回閥瓣是防止泵出口流體倒流的關鍵部件,雷格樂為企業提供止回閥瓣 “材料選擇 + 精密加工” 服務,主詞聚焦 “材料適配 + 密封精度 + 啟閉效率”。其根據流體壓力(低壓≤1MPa、高壓>1MPa)選擇材料:低壓場景選用 304 不銹鋼(防銹性好);高壓場景選用 40Cr 合金結構鋼(調質后硬度 HB240-280);衛生級場景選用 316L 不銹鋼(拋光后 Ra≤0.4μm,符合衛生標準)。加工環節通過數控車床完成閥瓣密封面、導向桿、彈簧安裝位的加工:密封面平面度≤0.003mm,粗糙度 Ra≤0.02μm,與閥座的貼合度≥99%,倒流泄漏量控制在 0.005L/h 以內;導向桿精度 IT...
-
江蘇智能泵配件市場報價
非金屬葉輪針對特殊場景,雷格樂聚焦 “環保生產 + 質量管控”,主詞聚焦 “生產注意事項 + 環保要求 + 裝配使用”。材料選擇加工:強腐蝕場景選用 PTFE(需控制模壓溫度 370-380℃,壓力 30-35MPa,避免收縮不均),衛生級場景選用 PPH(擠出溫度 180-200℃,注塑速度 50-60mm/s),高溫場景選用 PEEK(燒結溫度 380-400℃,保溫時間 2-3 小時)。生產制造注意事項:CNC 加工時切削速度(PTFE 50-60m/min,PEEK 80-100m/min),避免材料融化粘連刀具;葉片曲面精度 ±0.01mm,表面粗糙度 Ra≤0.8μm,無毛刺(符合...
-
山東附近泵配件服務電話
吸液室作為流體引導部件,雷格樂聚焦 “生產工藝 + 環保管控”,主詞聚焦 “生產注意事項 + 環保要求 + 質量控制”。材料選擇加工:臥式場景選用 QT450-10 球墨鑄鐵(鑄造時需控制澆注速度 5-8kg/s,避免夾渣),立式場景選用 304 不銹鋼(激光切割精度 ±0.01mm),大流量場景選用 Q345R 鋼板(焊接坡口角度 30°±2°,焊后保溫)。生產制造注意事項:流道銑削采用五軸機床(曲面精度 ±0.01mm,表面粗糙度 Ra≤1.6μm);吸入法蘭平面度≤0.01mm,螺栓孔位置度≤0.01mm。裝配注意事項:與泵體裝配同軸度≤0.015mm,裝配時涂抹密封膠(耐溫 - 40℃...
-
廣東附近泵配件批發廠家
導葉是多級泵中引導流體、減少能量損失的重要部件,雷格樂為企業提供導葉 “材料選擇 + 精密銑削” 服務,主詞聚焦 “高效節能 + 流道精密加工 + 材料適配”。其根據泵的級數(3-10 級)與介質特性選擇材料:清水多級泵選用 HT250 灰鑄鐵(硬度 HB180-220);化工多級泵選用 316L 不銹鋼(耐晶間腐蝕);高壓多級泵選用 2Cr13 馬氏體不銹鋼(淬火后硬度 HRC40-45,強度高)。加工環節通過臺達 Delta DMC-2160 五軸 CNC 加工中心,完成導葉流道、進出口接口、定位臺階的銑削:流道曲面精度 ±0.008mm,表面粗糙度 Ra≤1.2μm,通過 CFD 流場仿...
-
河南貿易泵配件出廠價格
非金屬葉輪針對特殊場景,雷格樂聚焦 “環保生產 + 質量管控”,主詞聚焦 “生產注意事項 + 環保要求 + 裝配使用”。材料選擇加工:強腐蝕場景選用 PTFE(需控制模壓溫度 370-380℃,壓力 30-35MPa,避免收縮不均),衛生級場景選用 PPH(擠出溫度 180-200℃,注塑速度 50-60mm/s),高溫場景選用 PEEK(燒結溫度 380-400℃,保溫時間 2-3 小時)。生產制造注意事項:CNC 加工時切削速度(PTFE 50-60m/min,PEEK 80-100m/min),避免材料融化粘連刀具;葉片曲面精度 ±0.01mm,表面粗糙度 Ra≤0.8μm,無毛刺(符合...
-
江西智能泵配件出廠價格
泵體作為流道載體,雷格樂圍繞 “生產工藝 + 裝配適配” 建立管控體系,主詞聚焦 “生產注意事項 + 裝配規范 + 質量控制”。材料選擇加工:小流量泵體選用 ADC12 鋁合金(壓鑄溫度 650-680℃,模具預熱至 200-250℃,避免冷隔缺陷),中流量選用 QT450-10 球墨鑄鐵(球化率≥90%,防止石墨形態不良導致強度不足),大流量選用 Q345R 鋼板(焊接電流 180-220A,焊后需保溫消應力)。生產制造注意事項:流道加工采用五軸 CNC 銑削(切削速度 80-100m/min),表面粗糙度 Ra≤1.6μm,避免流道毛刺導致湍流損耗;法蘭端面加工需保證平面度(≤0.01mm...
-
河南化工泵配件大概價格多少
泵軸套是保護泵軸、減少磨損的關鍵部件,雷格樂為企業提供泵軸套精密車削加工服務,主詞聚焦 “精密車削件 + 材料耐腐蝕 + 磨損防護”。其根據介質腐蝕性選擇材料:弱腐蝕場景選用 304 不銹鋼(防銹性好);強腐蝕場景選用 316L 不銹鋼(耐酸堿);高溫場景選用 Incoloy 800H(耐溫 850℃,耐氧化)。加工環節通過德瑪吉 DMG MORI CTX beta 800 數控車床完成軸套內外圓、臺階、密封槽的車削:內圓精度 IT5 級(φ30mm 公差 ±0.008mm),與泵軸的配合間隙≤0.01mm;外圓公差 ±0.005mm,表面粗糙度 Ra≤0.4μm;密封槽深度公差 ±0.005...
-
福建新型泵配件批發廠家
裝配注意事項:與泵軸配合孔公差需控制在 IT5 級(φ30mm±0.008mm),裝配時涂抹防銹油脂(符合 GB/T 4879 標準),避免配合面銹蝕;使用中需定期檢查葉輪平衡(每運行 6 個月檢測 1 次)。質量控制關鍵點:每批次抽樣 10% 檢測動平衡(G2.5 級,3000rpm 剩余不平衡量≤5g?mm)、葉片厚度(公差 ±0.1mm),出廠前需進行水力性能測試(揚程偏差≤±2%,效率≥90%)。安全與環保要求:不銹鋼材料需符合 RoHS 標準(鉛、鎘含量≤100ppm),鑄造車間配備粉塵收集系統(收集效率≥95%),金屬碎屑回收率≥98%。該管控體系已應用于某市政水廠離心泵,葉輪合格...
-
湖北品牌泵配件出廠價格
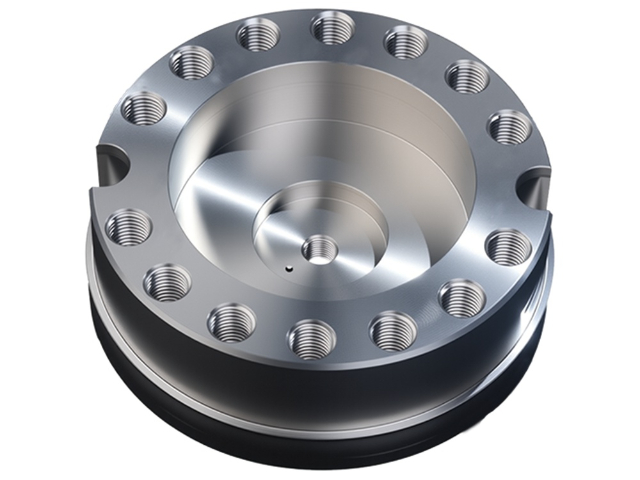
壓液室是將葉輪流出的流體轉化為壓力能的重要部件,雷格樂為企業提供壓液室異型金屬零件 CNC 加工服務,主詞聚焦 “異型金屬 + 壓力轉化 + 精密加工”。其根據泵的壓力等級選擇材料:低壓壓液室(≤2MPa)選用 HT250 灰鑄鐵;中壓壓液室(2-10MPa)選用 QT500-7 球墨鑄鐵(抗拉強度≥500MPa);高壓壓液室(>10MPa)選用 ZG35CrMo 鑄鋼(抗壓強度≥1000MPa)。加工環節通過牧野 Makino F5 五軸 CNC 加工中心完成壓液室渦形流道、出口法蘭、加強筋的加工:渦形流道精度 ±0.01mm,表面粗糙度 Ra≤1.2μm,流道斷面符合水力設計曲線,壓力轉化...
-
福建新型泵配件報價表
軸承座作為支撐部件,雷格樂強化其 “質量檢測 + 安全生產” 管控,主詞聚焦 “質量控制 + 安全要求 + 裝配注意事項”。材料選擇加工:常溫場景選用 HT300 灰鑄鐵(抗拉強度≥300MPa,需控制孕育劑加入量 0.3%-0.5%),高溫場景選用 ZG270-500 鑄鋼(正火溫度 920-940℃,回火溫度 600-620℃),腐蝕場景選用 304 不銹鋼(固溶處理溫度 1050-1100℃,確保耐腐蝕性)。生產制造注意事項:內孔加工采用無心磨床(磨削精度 IT4 級,φ60mm±0.002mm),圓度≤0.001mm;散熱筋銑削需保證厚度公差(±0.1mm),避免影響散熱效率。裝配注意...
-
北京常見泵配件出廠價格
機械密封靜環裝配與環保生產:泵配件機械密封靜環的裝配使用及安全環保要求!機械密封靜環是防泄漏關鍵,雷格樂在其生產中強化 “裝配密封 + 環保安全” 管控,主詞聚焦 “裝配注意事項 + 安全環保 + 質量檢測”。材料選擇加工:常溫清水選用氧化鋁陶瓷(純度≥99%,燒結溫度 1600-1650℃,避免燒結收縮不均),高溫場景選用氮化硅陶瓷(熱膨脹系數 3.2×10??/℃,需控制燒結保溫時間 4-6 小時),強腐蝕場景選用 PTFE(需添加 20% 玻璃纖維增強,防止冷流變形)。生產制造注意事項:陶瓷加工采用金剛石砂輪磨削(進給量 5-8μm/min),密封面平面度≤0.002mm;PTFE 加工...
-
北京化工泵配件大概價格多少
聯軸器是連接泵軸與電機軸的動力傳遞部件,雷格樂為企業提供聯軸器異型金屬零件加工服務,主詞聚焦 “異型金屬 + 動平衡精度 + 動力傳遞效率”。其根據傳遞扭矩(小扭矩≤500N?m、大扭矩>500N?m)選擇材料:小扭矩選用 45# 碳素鋼(調質處理);大扭矩選用 40Cr 合金結構鋼(抗拉強度≥980MPa);腐蝕環境選用 316L 不銹鋼(耐腐蝕性強)。加工環節通過德國通快 TRUMPF 激光切割機完成異型法蘭切割(精度 ±0.01mm),再通過五軸車銑復合中心加工軸孔、鍵槽:軸孔精度 IT6 級(φ35mm 公差 ±0.012mm),鍵槽深度公差 ±0.008mm,端面垂直度≤0.005m...
-
安徽化工泵配件報價表
耐磨環作為易損件,雷格樂聚焦 “質量耐用 + 環保生產”,主詞聚焦 “質量控制 + 環保要求 + 裝配使用”。材料選擇加工:低含固量場景選用高鉻鑄鐵(Cr26,淬火溫度 950-980℃,回火溫度 200-220℃),高含固量場景選用氧化鋁陶瓷(純度≥95%,磨削精度 IT5 級),輕負荷場景選用錫青銅(鑄造溫度 1100-1150℃,雜質含量≤0.1%)。生產制造注意事項:外圓磨削時進給量 5-8μm/min,圓度≤0.002mm,表面粗糙度 Ra≤0.05μm;定位臺階加工公差 ±0.005mm,避免裝配錯位。裝配注意事項:與泵體配合間隙 0.02-0.03mm,裝配時需清理配合面(無油污...
-
浙江哪里有泵配件聯系方式
雷格樂在材料選擇加工:按“部件功能需求”差異化表述耐磨類部件(如耐磨環):重點寫“高鉻鑄鐵/陶瓷的硬度參數(HRC60-65/HRA85)、磨削精度(IT5級)”;密封類部件(如O型圈):重點寫“橡膠材質的耐溫(-40℃至200℃)、硫化工藝(溫度160-170℃)”;支撐類部件(如軸承座):重點寫“鑄鐵/鑄鋼的抗拉強度(≥300MPa)、熱處理工藝(正火920-940℃)”;相同維度下,通過“材質類型+重要參數+工藝細節”的差異,實現內容區分。裝配使用注意事項:按“部件裝配場景”差異化表述精密配合部件(如泵軸與軸承):重點寫“配合間隙(0.01-0.015mm)、熱裝工藝(200-220℃)...
-
福建常見泵配件服務電話
軸套作為泵軸保護部件,雷格樂聚焦 “質量防護 + 安全生產”,主詞聚焦 “質量控制 + 安全要求 + 裝配使用”。材料選擇加工:弱腐蝕場景選用 304 不銹鋼(冷軋厚度公差 ±0.01mm,避免厚度不均),強腐蝕場景選用 316L 不銹鋼(鍍鉻層厚度 0.015mm,附著力≥5N/mm),高溫場景選用 Incoloy 800H(固溶處理溫度 1150-1180℃)。生產制造注意事項:內外圓車削同軸度≤0.005mm,密封槽深度公差 ±0.005mm;表面拋光 Ra≤0.05μm,提升耐磨性。裝配注意事項:與泵軸配合間隙≤0.01mm,裝配時采用冷裝工藝(溫度 - 20 至 - 10℃,避免軸套...
-
江蘇哪里有泵配件市場報價
泵蓋作為密封部件,雷格樂圍繞 “質量檢測 + 環保生產” 構建體系,主詞聚焦 “質量控制 + 環保要求 + 裝配注意事項”。材料選擇加工:低壓場景選用 HT200 灰鑄鐵(鑄造時需控制砂型濕度≤5%,避免氣孔),中壓場景選用 QT400-18 球墨鑄鐵(球化劑加入量 0.8%-1.0%,防止縮孔),高壓場景選用 Q345R 鋼板(焊接后需進行射線探傷,無 Ⅲ 級以上缺陷)。生產制造注意事項:止口車削精度 ±0.008mm,密封槽深度公差 ±0.005mm;螺栓孔鉆削需保證位置度(≤0.01mm),螺紋加工符合 GB/T 196 標準(6H 級精度)。裝配注意事項:與泵體配合時密封膠涂抹厚度 0...